
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШИНЫ ПРЕССОВАННЫЕ
ЭЛЕКТРОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ
ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 15176-89
Е
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШИНЫ ПРЕССОВАННЫЕ ЭЛЕКТРОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ Технические условия Extruded tyres made of aluminium and aluminium alloys for electrical technology use. Specifications |
ГОСТ |
Срок действия с 01.01.91
до 01.01.93
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Шины изготовляют в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке,
1.2. Сортамент
1.2.1. Размеры поперечного сечения, минимальный диаметр описанной окружности и теоретическая масса шин должны соответствовать указанным на черт. и в табл. .
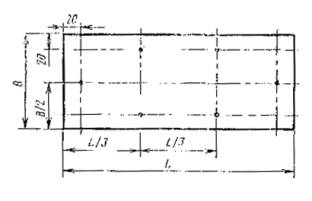
Черт. 1
Таблица 1
|
Ширина В |
Площадь поперечного сечения, см2 |
Минимальный диаметр описанной окружности, мм |
Теоретическая масса 1 м, кг |
|
|
мм |
||||
|
3,0 |
10,0 |
0,29 |
10,0 |
0,079 |
|
3,0 |
15,0 |
0,44 |
15,0 |
0,120 |
|
3,0 |
20,0 |
0,60 |
20,0 |
0,168 |
|
3,0 |
25,0 |
0,74 |
25,0 |
0,201 |
|
3,0 |
30,0 |
0,89 |
30,0 |
0,242 |
|
3,0 |
40,0 |
1,19 |
40,0 |
0,323 |
|
3,0 |
50,0 |
1,49 |
50,0 |
0,404 |
|
3,0 |
60,0 |
1,79 |
60,0 |
0,485 |
|
3,0 |
80,0 |
2,39 |
80,0 |
0,648 |
|
3,7 |
30,0 |
1,10 |
30,0 |
0,298 |
|
3,8 |
25,0 |
0,94 |
25,0 |
0,255 |
|
4,0 |
10,0 |
0,39 |
11,0 |
0,106 |
|
4,0 |
15,0 |
0,59 |
16,0 |
0,160 |
|
4,0 |
20,0 |
0,79 |
20,0 |
0,214 |
|
4,0 |
25,0 |
0,99 |
25,0 |
0,269 |
|
4,0 |
30,0 |
1,19 |
30,0 |
0,323 |
|
4,0 |
35,0 |
1,39 |
35,0 |
0,377 |
|
4,0 |
40,0 |
1,59 |
40,0 |
0,431 |
|
4,0 |
50,0 |
1,99 |
50,0 |
0,540 |
|
4,0 |
60,0 |
2,39 |
60,0 |
0,648 |
|
4,0 |
80,0 |
3,19 |
80,0 |
0,865 |
|
4,1 |
18,0 |
0,73 |
18,0 |
0,198 |
|
4,4 |
18,0 |
0,78 |
18,0 |
0,212 |
|
4,5 |
14,0 |
0,62 |
15,0 |
0,168 |
|
4,7 |
25,0 |
1,17 |
26,0 |
0,316 |
|
5,0 |
20,0 |
0,99 |
21,0 |
0,269 |
|
5,0 |
25,0 |
1,24 |
26,0 |
0,336 |
|
5,0 |
30,0 |
1,49 |
30,0 |
0,404 |
|
5,0 |
35,0 |
1,74 |
34,0 |
0,472 |
|
5,0 |
40,0 |
1,99 |
40,0 |
0,540 |
|
5,0 |
50,0 |
2,49 |
50,0 |
0,675 |
|
5,0 |
60,0 |
2,99 |
60,0 |
0,811 |
|
5,0 |
80,0 |
3,99 |
80,0 |
1,082 |
|
5,0 |
100,0 |
4,99 |
100,0 |
1,353 |
|
5,1 |
25,0 |
1,25 |
26,0 |
0,336 |
|
5,5 |
15,6 |
0,83 |
16,0 |
0,223 |
|
5,7 |
30,0 |
1,68 |
31,0 |
0,454 |
|
6,0 |
20,0 |
1,17 |
21,0 |
0,316 |
|
6,0 |
25,0 |
1,47 |
26,0 |
0,397 |
|
6,0 |
30,0 |
1,17 |
31,0 |
0,478 |
|
6,0 |
40,0 |
2,37 |
40,0 |
0,641 |
|
6,0 |
50,0 |
2,97 |
50,0 |
0,804 |
|
6,0 |
60,0 |
3,57 |
60,0 |
0,966 |
|
6,0 |
80,0 |
4,77 |
80,0 |
1,292 |
|
6,0 |
100,0 |
5,97 |
100,0 |
1,617 |
|
6,0 |
120,0 |
7,17 |
120,0 |
1,942 |
|
6,5 |
35,0 |
2,24 |
36,0 |
0,607 |
|
7,0 |
80,0 |
5,57 |
80,0 |
1,508 |
|
7,0 |
100,0 |
6,97 |
100,0 |
1,888 |
|
7,5 |
147,0 |
10,09 |
147,0 |
2,978 |
|
8,0 |
20,0 |
1,57 |
22,0 |
0,421 |
|
8,0 |
25,0 |
1,97 |
26,0 |
0,533 |
|
8,0 |
30,0 |
2,37 |
31,0 |
0,641 |
|
8,0 |
40,0 |
3,17 |
41,0 |
0,858 |
|
8,0 |
50,0 |
3,97 |
51,0 |
1,075 |
|
8,0 |
60,0 |
4,77 |
61,0 |
1,292 |
|
8,0 |
80,0 |
6,37 |
89,0 |
1,725 |
|
8,0 |
90,0 |
7,17 |
90,0 |
1,912 |
|
3,0 |
100,0 |
7,97 |
100,0 |
2,159 |
|
8,0 |
120,0 |
9,57 |
120,0 |
2,592 |
|
8,0 |
139,0 |
11,06 |
139,0 |
3,004 |
|
8,0 |
140,0 |
11,16 |
140,0 |
3,025 |
|
8,0 |
160,0 |
12,77 |
160,0 |
3,460 |
|
8,5 |
174,0 |
14,76 |
174,0 |
3,999 |
|
8,8 |
138,0 |
12,11 |
138,0 |
3,282 |
|
8,8 |
140,0 |
12,29 |
140,0 |
3,329 |
|
9,0 |
30,0 |
2,67 |
31,0 |
0,722 |
|
9,5 |
159,0 |
15,07 |
159,0 |
4,084 |
|
10,0 |
20,0 |
1,97 |
22,0 |
0,533 |
|
10,0 |
25,0 |
2,47 |
27,0 |
0,668 |
|
10,0 |
30,0 |
2,97 |
32,0 |
0,801 |
|
10,0 |
400 |
3,97 |
41,0 |
1,075 |
|
10,0 |
50,0 |
4,97 |
51,0 |
1,346 |
|
10,0 |
60,0 |
5,97 |
61,0 |
1,617 |
|
10,0 |
75,0 |
7,47 |
76,0 |
2,023 |
|
10,0 |
80,0 |
7,97 |
81,0 |
2,159 |
|
10,0 |
100,0 |
9,97 |
101,0 |
2,701 |
|
10,0 |
120,0 |
11,97 |
120,0 |
3,243 |
|
10,0 |
140,0 |
13,97 |
140,0 |
3,785 |
|
10,0 |
150,0 |
14,97 |
150,0 |
4,056 |
|
10,0 |
160,0 |
15,97 |
169,0 |
4,327 |
|
10,0 |
162,0 |
16,17 |
162,0 |
4,381 |
|
11,0 |
20,0 |
2,17 |
22,0 |
0,575 |
|
11,0 |
40,0 |
3,63 |
41,0 |
1,171 |
|
12,0 |
20,0 |
2,32 |
23,0 |
0,629 |
|
12,0 |
25,0 |
2,92 |
28,0 |
0,792 |
|
12,0 |
30,0 |
3,52 |
32,0 |
0,955 |
|
12,0 |
40,0 |
4,72 |
42,0 |
1,280 |
|
12,0 |
50,0 |
5,92 |
51,0 |
1,605 |
|
12,0 |
60,0 |
7,12 |
61,0 |
1,930 |
|
12,0 |
80,0 |
9,52 |
81,0 |
2,581 |
|
12,0 |
100,0 |
11,92 |
101,0 |
3,231 |
|
12,0 |
103,0 |
12,28 |
101,0 |
3,329 |
|
12,0 |
115,0 |
13,72 |
113,0 |
3,719 |
|
12,0 |
120,0 |
13,32 |
121,0 |
3,881 |
|
12,0 |
130,0 |
15,52 |
131,0 |
4,207 |
|
12,0 |
160,0 |
19,12 |
160,0 |
5,182 |
|
12,0 |
165,0 |
19,72 |
166,0 |
5,345 |
|
15,0 |
80,0 |
11,92 |
81,0 |
3,231 |
|
15,0 |
160,0 |
23,92 |
158,0 |
6,483 |
|
16,0 |
40,0 |
6,32 |
43,0 |
1,713 |
|
16,0 |
50,0 |
7,92 |
52,0 |
2,147 |
|
20,0 |
30,0 |
5,92 |
32,0 |
1,605 |
|
20,0 |
60,0 |
11,92 |
61,0 |
3,231 |
|
20,0 |
100,0 |
19,92 |
102,0 |
5,399 |
|
20,0 |
180,0 |
35,92 |
180,0 |
9,735 |
|
20,0 |
20,0,0 |
39,92 |
201,0 |
10,819 |
|
20,0 |
250,0 |
49,92 |
251,0 |
13,529 |
|
20,0 |
300,0 |
59,92 |
301,0 |
16,239 |
|
25,0 |
60,0 |
14,86 |
61,0 |
4,028 |
|
25,0, |
70,0 |
17,36 |
71,0 |
4,705 |
|
25,0 |
80,0 |
19,86 |
84,0 |
5,383 |
|
25,0 |
200,0 |
49,86 |
198,0 |
13,513 |
|
29,0 |
250,0 |
72,36 |
249,0 |
19,610 |
|
30,0 |
200,0 |
59,86 |
198,0 |
16,223 |
|
35,0 |
70,0 |
24,29 |
74,0 |
6,581 |
|
35,0 |
80,0 |
27,79 |
87,0 |
7,530 |
|
35,0 |
310,0 |
108,29 |
312,0 |
29,345 |
|
35,0 |
350,0 |
122,29 |
348,0 |
33,139 |
|
35,0 |
360,0 |
125,79 |
358,0 |
34,088 |
|
40,0 |
360,0 |
143,79 |
358,0 |
38,966 |
|
40,0 |
500,0 |
199,79 |
497,0 |
54,142 |
|
50,0 |
250,0 |
124,79 |
250,0 |
33,817 |
|
50,0 |
350,0 |
174,79 |
348,0 |
47,367 |
|
50,0 |
360,0 |
179,45 |
358,0 |
48,722 |
|
50,0 |
430,0 |
214,45 |
429,0 |
58,207 |
|
50,0 |
460,0 |
229,79 |
456,0 |
62,272 |
|
60,0 |
200,0 |
119,45 |
199,0 |
32,371 |
|
60,0 |
430,0 |
257,45 |
428,0 |
69,769 |
|
70,0 |
430,0 |
300,45 |
428,0 |
81,422 |
|
70,0 |
515,0 |
359,95 |
512,0 |
97,547 |
|
80,0 |
76,0 |
60,25 |
110,0 |
16,328 |
|
110,0 |
120,0 |
131,45 |
163,0 |
35,623 |
Примечание. Шины из алюминия марок А7, АД00 изготавливают только толщиной не более 10 мм и шириной не более 174 мм.
1.2.2. Теоретическая масса 1 м шин вычислена по поминальным значениям толщины и ширины с использованием плотности алюминия и его сплавов,
Плотность алюминия марок А5, А5Е, А6, А7, АД00, АД0 и алюминиевых сплавов марок АД31 и АД31Е — 2,71 г/см3.
1.2.3. Предельные отклонения размеров поперечного сечения шин должны соответствовать указанным в табл. .
1.2.4. Значения радиусов округления углов шин должны соответствовать указанным в табл. .
Таблица 2
мм
|
Предельные отклонения размеров поперечного сечения шины при диаметре описанной окружности |
||||||||
|
до 30,0 |
св. 30,0 до 60,0 |
св. 60 до 100,0 |
св. 100,0 до 150,0 |
св. 150,0 до 200,0 |
св. 200,0 до 250,0 |
св. 250,0 до 300,0 |
св. 300,0 до 350,0 |
|
|
До 3,0 включ. |
±0,20 |
±0,25 |
±0,30 |
±0,30 |
±0,35 |
— |
— |
— |
|
Св. 3,0 до 6,0 включ. |
±0,25 |
±0,30 |
±0,35 |
+0,35 |
±040 |
±0,45 |
±0,45 |
±0,45 |
|
» 6,0 » 10,0, » |
±0,30 |
±0,35 |
±0,40 |
±0,40 |
±0,45 |
±0,50 |
±0,50 |
±0,50 |
|
» 10,0 » 15,0 » |
±0,35 |
±0,40 |
±0,45 |
±0,50 |
±0,55 |
±0,55 |
±0,60 |
±0,60 |
|
» 15,0 » 30,0 » |
±0,45 |
±0,50 |
±0,50 |
±0,60 |
±0,65 |
±065 |
±0,70 |
±0,70 |
|
» 30,0 » 50,0 » |
— |
±0,60 |
±0,60 |
±0,70 |
±0,75 |
±0,75 |
±0,80 |
±0,80 |
|
» 50,0 » 75,0 » |
— |
±0,70 |
±0,70 |
±080 |
±0,85 |
±0,85 |
±0,90 |
±0,90 |
|
» 75,0 » 100,00 » |
— |
— |
±0,85 |
±0,90 |
±0,95 |
±0,95 |
±1,00 |
±1,00 |
|
» 100,0 » 150,0 » |
— |
— |
— |
±1,10 |
±1,20 |
±1,20 |
±1,30 |
±1,30 |
|
» 150,0 » 200,0 » |
— |
— |
— |
— |
±1,30 |
±1,30 |
±1,40 |
±1,40 |
|
» 200,0 » 250,0 » |
— |
— |
— |
— |
— |
±1,60 |
±1,60 |
±1,70 |
|
» 250,0 » 300,0 » |
— |
— |
— |
— |
— |
— |
±1,90 |
±2,00 |
|
» 300,0 » 350,0 » |
— |
— |
— |
— |
— |
— |
— |
±2,20 |
|
» 350,0 » 400,0 » |
— |
— |
— |
— |
— |
— |
— |
±3,00 |
|
» 400,0 » 500,0 » |
— |
— |
— |
— |
— |
— |
— |
±1,00 |
мм
Таблица 3
|
Радиус скругления углов, R, не более |
Толщина шин, Н |
Радиус скругления углов, R не более |
|
|
От 3,0 до 5,0 |
1,0 |
Св. 20,0 до 30,0 |
4,0 |
|
Св. 5,0 » 10,0 |
2,0 |
» 30,0 » 50,0 |
5,0 |
|
» 10,0 » 20,0 |
3,0 |
» 50,0 |
8,0 |
Примечания:
1. Радиусы округления углов шин обеспечиваются технологией изготовления.
2. Допускается изготовление шин с радиусом скругления, равным не более половины толщины шины.
1.2.5. Шины изготавливают длиной:
от 3 до 6 м — при площади поперечного сечения не более 0,8 см2;
от 3 до 8 м — при площади поперечного сечения св. 0,8 до 1,5 см2;
от 3 до 10 м — при площади поперечного сечения свыше 1,5 см2.
1.2.6. Шины изготавливают немерной, мерной или кратной мерной длины в пределах, указанных в п. 12.5.
При изготовлении шин не мерной длины концы не обрезают.
1.2.7. Шины кратной мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм.
1.2.8. Шины толщиной до 12 мм включительно в состоянии без термической обработки могут изготовляться в бухтах наружным диаметром не более 1200 мм.
1.2.9. Предельные отклонения по длине шин мерной или кратной мерной длины не должны превышать +20 мм.
1.2.10. Требования к шинам, изготовляемым в отрезках, в части поперечного и продольного отклонения от прямолинейности, скручивания, волнистости должны удовлетворять требованиям ГОСТ 8617.
1.2.11. При изготовлении шин в бухтах допускаются:
смещение одного слоя шин относительно другого на значение не более половины ширины шины;
отгиб выходною конца шины, расположенного внутри бухты, длина которого не должна быть более 1 метра.
Примеры условных обозначений:
Шина из алюминия марки АД0, без термической обработки, размером 5´60 мм, немерной длины:
Шина АД0 5´60 ГОСТ 15176
То же, в бухте (БТ):
Шина АД0 5´60 БТ ГОСТ 15176
Шина из алюминиевого сплава марки АД31, в закаленном и естественно состаренном состоянии, размером 5´60 мм, длиной 5000 мм:
Шина АД31,Т 5´60´5000 ГОСТ 15176
1.3. Характеристики
1.3.1. Шины изготовляют из алюминия марок А5, А5Е, А6, А7 по ГОС1 11069 и алюминия марок АД00, АД0 и алюминиевого сплава марки АД31 — по ГОСТ 4784, марки АД31Е — по ОСТ 1 92014-76.
1.3.2. Шины по состоянию материала изготавливают:
без термической обработки (горячепрессованные) — без дополнительных знаков;
закаленные и естественно состаренные — Т;
закаленные и искусственно состаренные — Т1;
неполностью закаленные и искусственно состаренные — Т5.
1.3.3. Поверхность шин не должна иметь трещин, расслоений, неметаллических включений и пятен коррозионного происхождения.
1.3.4. На поверхности шин допускаются:
плены, забоины, риски, задиры, царапины, вмятины, пузыри, различного рода запрессовки, если глубина их залегания не выводит шины за минусовые предельные отклонения по размерам.
цвета побежалости, темные и светлые пятна, следы технологической смазки.
1.3.5. Шины должны быть ровно обрезаны. Косина реза должна быть не более 5°.
1.3.6. Механические свойства шин должны соответствовать требованиям ГОСТ 8617.
1.3.7. Электрическое сопротивление шин постоянному току сечением 1 мм2, длиной 1 м при температуре 20 °С, должно быть не более:
0,0290 Ом — для шин из алюминия марок АД0, АД00, А7, А6, А5, А5Е;
0,0310 Ом — для шин из алюминиевых сплавов марок АД31 и АД31Е; без термической обработки (горячепрессованных);
0,0350 Ом — для шин из алюминиевых сплавов марок АД31 и АД31Е в закаленном и естественно состаренном состоянии;
0,0325 Ом — для шин из алюминиевых сплавов марок АД31 и АД31Е в закаленном и искусственно состаренном состоянии;
0,0330 Ом — для шин из алюминиевого сплава марки АД31 в неполностью закаленном и искусственно состаренном состоянии
1.4. Маркировка
1.4.1. Шины, изготовляемые в отрезках, связывают в пучки, к которым крепится ярлык с указанием:
марки алюминия или алюминиевого сплава;
состояния материала;
номера партии;
клейма отдела технического контроля предприятия-изготовителя.
На шинах, не связанных в пучки, должны быть выбиты или нанесены краской на расстоянии не более 20 мм от выходного конца все перечисленные выше данные.
Шины, изготовляемые в бухтах, связывают в стоны, к которым крепится ярлык с данными, указанными выше.
1.4.2. Транспортная маркировка по ГОСТ 14192 с указанием:
наименования полуфабриката;
марки сплавов;
состояния материала;
размера шин;
номера партии.
1.4.3. Маркировку шин, предназначенных для экспорта проводят в соответствии с требованиями внешней экономической организации.
1.5. Упаковка
1.5.1. Временная противокоррозионная защита, упаковка по ГОСТ 9.011.
2. ПРИЕМКА
2.1. Правила приемки по ГОСТ 8617 и настоящему стандарту.
2.2. Шины принимают партиями. Партия должна состоять из шин одной марки, одного состояния материала, одной плавки или садки термической обработки, одного размера и оформлена одним документом о качестве.
Документ о качестве должен содержать:
наименование и (или) товарный знак предприятия-изготовителя;
наименование потребителя;
марку алюминия или алюминиевого сплава;
состояние материала;
размеры шин;
номер партии;
массу нетто партии;
результаты испытаний (для механических свойств указать только максимальные и минимальные значения);
дату отгрузки;
обозначение настоящего стандарта.
Допускается составлять партии из термообработанных шин, взятых из нескольких садок термической обработки, или из шин без термической обработки, взятых из нескольких плавок, при условии, что каждая садка или плавка соответствует требованиям настоящего стандарта.
2.3. Для проверки соответствия качества шин требованиям настоящего стандарта устанавливают приемо-сдаточные испытания.
2.4. Проверке состояния наружной поверхности и геометрических размеров подвергают 10 % шин, но не менее трех штук от партии.
2.5. Для проверки механических свойств отбирают не менее 3 % шин, но не менее трех штук или одну бухту от партии.
Механические свойства обеспечиваются технологией изготовления и проверяются по требованию потребителя.
2.6. Для проверки электрического сопротивления отбирают не менее 2 % шин, но не менее трех штук.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Методы испытаний по ГОСТ 8617.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование и хранение по ГОСТ 9.011.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством авиационной промышленности СССР
ИСПОЛНИТЕЛИ
Г.С. Макаров, В.Ф. Николаев, Е.В. Маркова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартизации 28.06.89 № 2177
3. ВЗАМЕН ГОСТ 15176-84
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 9.011-79 |
; |
|
ГОСТ 4784-74 |
|
|
ГОСТ 8617-81 |
; ; ; |
|
ГОСТ 11069-74 |
|
|
ГОСТ 14192-77 |
|
|
ОСТ 192014-76 |
|
СОДЕРЖАНИЕ
|
|