
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ КРУГЛОПИЛЬНЫЕ ОБРЕЗНЫЕ
ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ
ПИЛОМАТЕРИАЛОВ
НОРМЫ ТОЧНОСТИ
ГОСТ 23183-78
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР по СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М.М. Гвоздев, Э.Д. Авдеев, П.И. Ланда, В.А. Масленникова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии В.А. Трефилов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 23 июня 1978 г. № 1657
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ КРУГЛОПИЛЬНЫЕ ОБРЕЗНЫЕ ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ПИЛОМАТЕРИАЛОВ Нормы точности Edging circular sawing machines Standards of accuracy |
ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. № 1657 срок действия установлен
с 01.07 1979 г.
до 01.07 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на круглопильные обрезные станки, предназначенные для продольной обрезки необрезных пиломатериалов.
Общие условия испытания станков на точность — по ГОСТ 25338-82.
Погрешность выверки станка по уровню не должна быть более 0,1 мм/м.
(Измененная редакция, Изм. № 1).
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
Проверка 1.1. Радиальное биение поверхности посадочной шейки пильного вала
Черт. 1.
Допуск 0,04 мм.
Метод проверки
На каретку устанавливают показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался поверхности посадочной шейки пильного вала 2.
Биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каждом его положении.
Проверка 1.2. Торцовое биение поверхности опорной шайбы пильного вала
Черт. 2
Допуск 0,03 мм на диаметре 100 мм.
Метод проверки
На каретку устанавливают измерительный прибор 1 так, чтобы его измерительный наконечник касался торцовой поверхности опорной шайбы 2 у ее периферии и был перпендикулярен ей.
Биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каждом его положении.
Проверка 1.3. Расположение образующих нижних подающих вальцов в одной горизонтальной плоскости

Черт. 3
Допуск 0,8 мм на длине 1000 мм.
Метод проверки
На вальцы 1 устанавливают поверочную линейку 2 с уровнем 3 в продольных и диагональных положениях.
Отклонение определяют как наибольшую величину показаний уровня.
Проверка 1.4. Параллельность перемещения подвижной каретки образующих смежных нижних подающих вальцов в горизонтальной и вертикальной плоскостях

Черт. 4
Допуск 0,5 мм на длине 1000 мм.
Метод проверки
На каретку (суппорт, пиноль) устанавливают измерительный прибор (индикатор) 1 так, чтобы его измерительный наконечник касался рабочей поверхности одного из смежных вальцов 2 каждой группы и был перпендикулярен ей. Каретку (суппорт, пиноль) перемещают вдоль оси пильного вала на всю длину хода.
Измерения производят в вертикальной и горизонтальной плоскостях.
Отклонение в каждой плоскости равно наибольшей разности результатов измерений на длине хода.
(Измененная редакция, Изм. № 1).
Проверка 1.5. Параллельность образующих верхних и нижних подающих вальцов между собой

Черт. 5
Допуск 0,4 мм на длине 1000 мм.
(Измененная редакция, Изм. № 1).
Метод проверки
Между верхним и нижним вальцами 1 в точках, наиболее удаленных друг от друга, устанавливают плоскопараллельные концевые меры длины 2.
Величину просвета между образующей верхнего вальца и незажатой плоскопараллельной концевой мерой длины измеряют щупом.
Отклонение определяют как наибольшую величину зазора на длине измерения.
Проверка 1.6. Точность установки подвижной пилы на заданный размер

Черт. 6
Допуск ±1,2 мм.
(Измененная редакция, Изм. № 1).
Метод проверки
На пильном валу устанавливают контрольные диски 1. На станке последовательно задают различные размеры ширины досок.
Измеряют расстояние L между контрольными дисками, которое должно соответствовать заданной ширине доски с учетом припуска по ГОСТ 6782.2-75.
Отклонение определяют как разность между заданным и полученным размерами.
Проверка 1.7. Параллельность нижних подающих вальцов одной группы между собой

Черт. 7
Допуск 0,4 мм на длине 1000 мм.
Метод проверки
В плоскостях АА и А1А1 измеряют микрометрическим нутромером расстояние между вальцами.
Отклонение равно наибольшей разности результатов по длине измерения.
(Новая редакция, Изм. № 1).
2. ПРОВЕРКА СТАНКА В РАБОТЕ
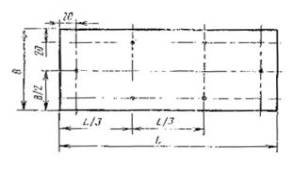
Проверка 2.1. Соответствие ширины выпиливаемых досок заданному размеру
Черт. 8
Допуск при ширине доски:
до 100 мм……………….. ±2,0 мм;
св. 100 мм………………. +3,0; -2,0 мм.
Метод проверки
На станке выпиливают доски. Ширину обработанных досок измеряют в трех сечениях, указанных на черт. .
(Измененная редакция, Изм. № 1).
Проверка 2.2. Перпендикулярность поверхности пропила пласти доски

Черт. 9
Допуск 0,5 мм на длине l = 100 мм.
Метод проверки
Перпендикулярность поверхности пропила пласти доски проверяют угольником и щупом.
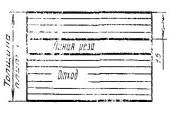
Проверка 2.3. Прямолинейность поверхности пропила

Черт. 10
Допуск 1 мм на длине 1000 мм.
(Измененная редакция, Изм. № 1).
Метод проверки
Прямолинейность поверхности пропила проверяют струной, которую натягивают по кромке доски. Величину кривизны измеряют линейкой.