
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОКСЫ НЕФТЯНЫЕ И ПЕКОВЫЕ
МЕТОД ОЦЕНКИ МИКРОСТРУКТУРЫ
ГОСТ 26132-84
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОКСЫ НЕФТЯНЫЕ И ПЕКОВЫЕ Метод оценки микроструктуры Petroleum and pitch cokes. |
ГОСТ |
Срок действия с 01.07.85
до 01.07.92
Настоящий стандарт устанавливает метод оценки микроструктуры всех видов нефтяных и пековых коксов.
Сущность метода заключается в оценке микроструктуры коксов, основанной на сравнении микроструктур испытуемых образцов коксов с контрольной шкалой микроструктур.
(Измененная редакция, Изм. № 1).
1. ОТБОР ПРОБ
1.1. Отбор проб по ГОСТ 16799-79 и другой нормативно—технической документации.
(Измененная редакция, Изм. № 1).
2. АППАРАТУРА, МАТЕРИАЛЫ И РЕАКТИВЫ
Микроскоп металлографический типа МИМ-7 или аналогичный, позволяющий работать в отраженном плоскополяризованном свете.
Ступка фарфоровая с пестиком № 2 по ГОСТ 9147-80.
Дробилка щековая ДЛЩ-80 ´ 150.
Сита с сеткой № 1, 2 и 4 по ГОСТ 6613-86 и ГОСТ 3306-88.
Электроплитка по ГОСТ 14919-83.
Электропечь сопротивления камерная лабораторная типа СНОЛ-1, 6, 2, 5, 1/11 — ИЗ УХЛ 4.2.
Кастрюля фарфоровая № 1 по ГОСТ 9147-80.
Шпатель фарфоровый № 1 по ГОСТ 9147-80.
Ложка фарфоровая № 2 по ГОСТ 9147-80.
Шеллак чешуйчатый.
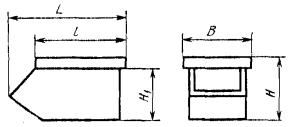
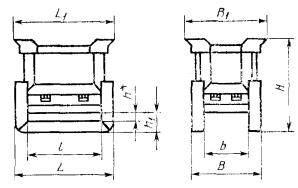
Пресс-форма (чертеж).

1 — плунжер; 2 — матрица; 3 — основание
Стекла матовые толстые размером 200 ´ 200 ´ (6 — 15) мм (3 шт.).
Станок шлифовально-полировальный модели 38816 завода шлифовальных станков «Нерис» или другой полировальный станок с частотой вращения диска порядка 13,3 с-1.
Весы лабораторные с погрешностью взвешивания не более 0,02 г по ГОСТ 24104-88.
Микропорошки корундовые марок М-5 или М-7; М-14 и М-28 по ГОСТ 5744-85.
Окись хрома техническая по ГОСТ 2912-79.
Сукно арт. 3644 или драп «Деми».
(Измененная редакция, Изм. № 1).
3. ПОДГОТОВКА К АНАЛИЗУ
3.1. Подготовка проб
3.1.1. Объединенную пробу кокса, полученную по п. , дробят до размера зерен 0 — 10 мм, перемешивают и сокращают до 1 кг квартованием или при помощи механического делителя, затем снова перемешивают и квартованием сокращают до 0,1 — 0,2 кг. Если кокс поступил в сыром виде, то подготовленную пробу загружают в фарфоровые трубочки или стаканы (тигли), замазывают огнеупорной замазкой или плотно закрывают крышкой и загружают в нагревательную печь. Прокаливание ведут в лабораторной камерной электропечи типа СНОЛ, нагревая до (900 ± 20) °С со скоростью 8 — 10 °С/мин. По достижении температуры 900 °С выдерживают в течение 1 ч, после чего охлаждают вместе с печью до комнатной температуры и выгружают кокс. Допускается прокаливание проводить по ГОСТ 22898-78. Пробу прокаленного кокса рассеивают через сита с сетками № 2 и 4. Частицы кокса, не прошедшие через сито с сеткой № 4, измельчают до получения зерен размером 2 — 4 мм. Частицы кокса размером менее 2 мм отбрасывают. Зерна размером 2 — 4 мм, полученные при первом, втором и последующих рассевах, соединяют и тщательно перемешивают. Из подготовленной средней пробы отбирают квартованием 6 — 8 г кокса для приготовления одного штабика.
(Измененная редакция, Изм. № 1, 2).
3.2. Приготовление шлифов-штабиков
6 — 8 г подготовленной пробы помещают в фарфоровую кастрюлю и нагревают на электроплитке до температуры плавления шеллака (60 ± 5) °С. К нагретому коксу прибавляют предварительно измельченный и просеянный через сито с сеткой № 1 шеллак в количестве 1/3 — 1/2 объема кокса. Смесь по мере плавления шеллака тщательно перемешивают шпателем до образования однородной массы. Полученную массу помещают в пресс-форму (см. чертеж) и прессуют вручную с помощью плунжера в течение 10 — 15 с. Снимают матрицу с основания и плунжером выталкивают из нее готовый штабик. Для анализа из каждой пробы готовят два штабика. Допускается готовить один штабик, подвергая обработке оба торца штабика, как указано ниже, и анализируют каждый шлиф самостоятельно. Штабики хранят в пакетах из плотной бумаги по ГОСТ 2228-81, ГОСТ 8273-75 или из другой, обеспечивающей сохранность пробы.
3.2.2. Шлифование
Приготовленные штабики шлифуют вручную движением по восьмерке на матовых стеклах с последовательным использованием смоченных водой корундовых микропорошков марок М-28; М-14; М-7 или марки М-5. Шлифование всегда начинают с более крупного микропорошка. Допускается шлифование на шлифовально-полировальном станке на алмазных эластичных дисках марки АЭДД и на металлических кругах, обтянутых наждачной водоупорной бумагой, которую в процессе шлифования заменяют, переходя от более крупного зерна к мелкому.
При переходе одного порошка к другому шлифуемую поверхность штабика промывают водой до удаления остатков микропорошка, чтобы не перенести более крупный микропорошок или загрязнение в последующую стадию обработки. Процесс шлифования считают законченным, если на поверхности штабика нет видимых царапин, завалов и на ней четко видны границы зерен.
3.2.3. Полирование
Отшлифованные штабики полируют на полировальном станке, диск которого покрыт сукном или драпом «Деми», легким нажимом на образец, применяя водную суспензию окиси хрома (15 — 20 г/дм3). Отполированный шлиф-штабик промывают водой и дополнительно полируют на чистом увлажненном сукне до однородного блеска всей его поверхности, при осмотре поверхности под микроскопом на ней не должно быть царапин и должны отчетливо различаться структурные составляющие.
На боковую поверхность отполированных и высушенных штабиков наклеивают этикетку из лейкопластыря или бумаги с маркировкой проб; готовые полированные штабики хранят в картонных коробках упакованными в вату или поролон.
3.2.1 — 3.2.3. (Измененная редакция, Изм. № 1).
4. ПРОВЕДЕНИЕ АНАЛИЗА
4.1. Микроскоп настраивают для работы в отраженном плоскополяризованном свете в соответствии с инструкцией и устанавливают увеличение 90´ — 100´.
4.2. Оценку микроструктуры кокса, наблюдаемую на экране или в окуляре микроскопа, проводят методом сравнения, пользуясь контрольной шкалой микроструктур и таблицей (см. обязательные приложения — ), перемещая шлиф-штабик перед объективом микроскопа через одинаковые интервалы, с помощью микровинтов предметного столика. Микроструктуру в каждом поле зрения оценивают в баллах по преобладающей структурной составляющей или средневзвешенной величине, если в поле зрения две или более структурных составляющих.
Оценку микроструктуры кокса марки КНПС допускается проводить в точке, попадающей в перекрестие нитей линейной окулярной вставки или в узлы окулярной вставки с квадратной сеткой.
4.3. Суммарное число анализируемых полей зрения для каждого штабика должно быть не менее 30 при равномерном распределении их в плоскости шлифа.
При оценке микроструктуры кокса марки КНПС количество точек для каждого штабика должно быть не менее 60 при равномерном распределении их в плоскости шлифа.
4.1 — 4.3. (Измененная редакция, Изм. № 1).
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Оценку микроструктуры (Б) в баллах вычисляют по формуле с точностью до второго десятичного знака с последующим округлением до первого десятичного знака

где Бi -оценка структуры i-го поля зрения, балл;
п — количество проанализированных полей зрения, шт.
5.2. За результат испытания принимают среднее арифметическое двух параллельных определений (анализ двух шлифов-штабиков или одного штабика, отшлифованного с обоих торцов), выраженное в баллах и округленное до первого десятичного знака.
(Измененная редакция, Изм. № 1, 2).
5.2.1. Точность метода
Сходимость
Два результата параллельных определений, полученные одним исполнителем в одной лаборатории, считают достоверными (при доверительной вероятности 95 %), если расхождение между ними не превышает 0,2 балла — для коксов с оценкой микроструктуры до 5 баллов и 0,3 балла — для коксов с оценкой микроструктуры выше 5 баллов. При получении результатов с расхождениями выше допустимого проводят третье определение и за результат принимают среднее арифметическое двух наиболее близких по значению определений (в пределах допустимого расхождения).
Воспроизводимость
Два результата испытаний, полученные в двух разных лабораториях на одной и той же пробе, считают достоверными (при доверительной вероятности 95 %), если расхождение между ними не превышает 0,3 балла — для коксов с оценкой микроструктуры до 5 баллов и 0,6 балла — для коксов с оценкой микроструктуры выше 5 баллов».
(Введен дополнительно, Изм. № 2).
5.3. Для оценки однородности кокса и определении преобладающей структурной составляющей строят гистограмму (пример построения гистограммы приведен в справочном приложении ).
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. В соответствии с ГОСТ 12.1.007-76 нефтяной кокс относится к четвертому классу опасности. Предельно допустимая концентрация углеродной пыли в воздухе рабочей зоны производственных помещений 6 мг/м3 по ГОСТ 12.1.005-88. Анализ проб воздуха на содержание углеродной пыли следует проводить в соответствии с ГОСТ 12.1.016-79.
6.2. В связи с тем, что нефтяной игольчатый кокс относится к четвертому классу опасности, специальных требований к утилизации и удалению отходов анализа не предъявляется.
6.3. Реактивы, абразивы и исходные материалы должны использоваться в соответствии с нормативно-технической документацией на их применение.
6.4. Организация рабочего места должна соответствовать ГОСТ 12.2.032-78 и ГОСТ 12.2.033-78.
6.5. Лабораторные помещения, в которых выполняется анализ, должны быть оборудованы вентиляционными системами по ГОСТ 12.4.021-75, обеспечивающими чистоту воздуха рабочей зоны в соответствии с требованиями ГОСТ 12.1.005-88.
Лабораторные помещения, в которых проводятся испытания, относятся к категории пожарной опасности группы В и должны соответствовать ГОСТ 12.1.004-76. Для ликвидации возникающих очагов пожара в соответствии с ГОСТ 12.4.009-83 должны использоваться первичные средства пожаротушения: огнетушители, ящики с песком, а также пожарные краны.
6.6. Все работы с нефтяными коксами (отбор и подготовка проб) необходимо проводить с применением средств индивидуальной защиты (халаты хлопчатобумажные, перчатки, противопылевые респираторы типа «Лепесток» по ГОСТ 12.4.028-76) в соответствии с типовыми отраслевыми нормами выдачи спецодежды, спецобуви и предохранительных приспособлений, утвержденных Государственным комитетом СССР по труду и социальным вопросам.
6.7. Эксплуатация электроприборов должна соответствовать правилам технической эксплуатации электроустановок, правилам техники безопасности при эксплуатации электроустановок потребителем, утвержденным Главгосэнергонадзором, ГОСТ 12.1.019-79 и ГОСТ 12.2.007.0-75.
ПРИЛОЖЕНИЕ 1
Обязательное
КОНТРОЛЬНАЯ ШКАЛА МИКРОСТРУКТУР (Ув. 100´)

Балл 1
Балл 2

Балл 3

Балл 4

Балл 5
Балл 6

Балл 7

Балл 8

Балл 9

Балл 10
ПРИЛОЖЕНИЕ 2
Обязательное
Градация структурных составляющих в нефтяных коксах
|
Балл |
Характеристика структурных составляющих |
Размер волокна, мкм |
|
1 |
Изотропная (точечная), характеризуется однородной структурой с одновременным затуханием всех структурных элементов при скрещивании николей |
Менее 3 |
|
2 |
Весьма мелковолокнистая, характеризуется однородной структурой с существованием границ между структурными элементами |
3 — 10 |
|
3 |
Мелковолокнистая |
10 — 15 |
|
4 |
Средневолокнистая |
15 — 35 |
|
5 |
Крупноволокнистая (лепестковая) без какой-либо ориентации структурных элементов |
35 — 70 |
|
6 |
Мелкоигольчатая, характеризуется наличием групп ориентированных волокон, в поле зрения расположенных хаотически |
70 — 200 |
|
7 |
Среднеигольчатая, характеризуется наличием групп ориентированных волокон |
200 — 400 |
|
8 |
Среднеигольчатая с большим размером волокон |
400 — 600 |
|
9 |
Крупноигольчатая с шириной волокон менее 3,0 мкм |
Более 600 |
|
10 |
Крупноигольчатая с шириной волокон более 3,0 мкм |
Более 600 |
Приложения , . (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 3
Справочное
Пример построения гистограммы
|
Балл |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Сумма |
|
Частота оценки микроструктуры кокса |
0 |
3 |
7 |
10 |
16 |
0 |
9 |
11 |
4 |
0 |
60 |
|
Относительная частота, % |
0 |
5 |
12 |
17 |
27 |
0 |
15 |
18 |
7 |
0 |
100 |
(Измененная редакция, Изм. № 2).
Относительную частоту (Ч) в процентах вычисляют по формуле
![]()
где п — частота оценки микроструктуры кокса каждым из баллов;
60 — количество полей зрения при анализе двух штабиков.
Гистограмма распределения по структурным составляющим
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
Э. М. Бабенко, канд. техн. наук; М. С. Горпиненко, канд. техн. наук; В. А. Смоленцева, канд. техн. наук; Л. Н. Гусарова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.03.84 № 1059
3. Введен впервые
4. Срок проверки — 1994 г.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта, подпункта |
|
ГОСТ 12.1.004-85 |
|
|
ГОСТ 12.1.005-88 |
; |
|
ГОСТ 12.1.007-76 |
|
|
ГОСТ 12.1.016-79 |
|
|
ГОСТ 12.1.019-79 |
|
|
ГОСТ 12.2.007.0-75 |
|
|
ГОСТ 12.2.032-78 |
|
|
ГОСТ 12.2.033-78 |
|
|
ГОСТ 12.4.009-83 |
|
|
ГОСТ 12.4.021-75 |
|
|
ГОСТ 12.4.028-76 |
|
|
ГОСТ 2228-81 |
|
|
ГОСТ 2912-79 |
|
|
ГОСТ 3306-88 |
|
|
ГОСТ 5744-85 |
|
|
ГОСТ 6613-86 |
|
|
ГОСТ 8273-75 |
|
|
ГОСТ 9147-80 |
|
|
ГОСТ 14919-83 |
|
|
ГОСТ 16799-79 |
|
|
ГОСТ 24104-88 |
|
6. Срок действия продлен до 01.07.92 Постановлением Госстандарта СССР от 08.01.90 № 14
7. ПЕРЕИЗДАНИЕ (январь 1990 г.) с Изменением № 1, утвержденным в январе 1990 г. (ИУС 4-90)
СОДЕРЖАНИЕ
|
|