ГОСТ 6532-77
(ИСО 3295-75)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПИЛЫ ЛЕНТОЧНЫЕ
ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
В.Г. Морозов, Е.И. Сапожников, М.В. Лопачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 25.05.77 № 1330
Изменение № 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации 15.04.94 (отчет Технического секретариата № 2)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 6532-53
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта |
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта |
|
ГОСТ 9.014-78 |
|
ГОСТ 8026-92 |
|
|
ГОСТ 15.001-88 |
|
ГОСТ 8486-86 |
|
|
ГОСТ 1435-90 |
|
ГОСТ 9013-59 |
|
|
ГОСТ 2283-79 |
, , |
ГОСТ 16504-81 |
|
|
ГОСТ 2695-83 |
|
ГОСТ 18088-83 |
, разд. |
|
ГОСТ 2789-73 |
, |
ГОСТ 23677-79 |
|
|
ГОСТ 5950-73 |
|
|
|
5. Ограничение срока действия снято по протоколу № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (ноябрь 1998 г.) с Изменениями № 1, 2, 3, утвержденными в марте 1983 г., декабре 1987 г., сентябре 1995 г. (ИУС 7-83, 3-88, 12-95)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПИЛЫ ЛЕНТОЧНЫЕ ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ Технические условия Band saws for sawing of wood. Specifications |
ГОСТ |
Дата введения 01.07.78
Настоящий стандарт распространяется на ленточные пилы для распиловки древесины хвойных и лиственных пород на столярных и делительных ленточнопильных станках.
Требования стандарта являются обязательными, кроме пп. , , , , , , , а.
(Измененная редакция, Изм. № 2, 3).
1. ТИПЫ, КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Пилы должны изготовляться трех типов:
1 — узкие;
2 — широкие с зубьями нормального профиля;
3 — широкие с удлиненной впадиной.
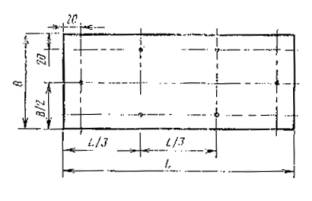
1.2. Конструкция и основные размеры пил должны соответствовать указанным на черт. — и в табл. —.
Тип 1

* Размер для справок.
Черт. 1
Таблица 1
мм
|
Применяемость |
Длина пилы +100 |
В +1,0 -1,5 |
s |
t ±0,3 |
h |
r ±0,5 |
|
|
3405-0061 |
|
4000 |
6,3* |
(0,4)* |
(3,2)* |
3 |
1,5 |
|
3405-0062 |
0,5* |
4,0* |
|||||
|
3405-0063 |
(0,6)* |
(5)* |
|||||
|
3405-0064 |
10,0* |
(0,4)* |
(4,0)* |
||||
|
3405-0065 |
0,5* |
6,3* |
|||||
|
3405-0021 |
0,6 |
6,0 |
|||||
|
3405-0066 |
(0,6)* |
(6,3)* |
|||||
|
3405-0067 |
12,5* |
(0,5) |
(6,3) |
||||
|
3405-0068 |
0,6* |
6,3* |
|||||
|
3405-0022 |
15,0 |
0,6 |
6,0 |
||||
|
3405-0069 |
16,0* |
(0,5)* |
(6,3)* |
4 |
2,0 |
||
|
3405-0071 |
0,6* |
6,3* |
|||||
|
3405-0072 |
20* |
0,5* |
6,3* |
||||
|
3405-0023 |
0,7* |
8,0* |
|||||
|
3405-0073 |
6000 |
25* |
0,5* |
6,3* |
5 |
2,5 |
|
|
3405-0074 |
0,7* |
8,0* |
|||||
|
3405-0075 |
(30)* |
(0,7)* |
(10,0)* |
||||
|
3405-0024 |
30 |
0,8 |
10,0 |
||||
|
3405-0076 |
32* |
0,7* |
10,0* |
||||
|
3405-0077 |
(35)* |
(0,7)* |
(10,0)* |
||||
|
3405-0025 |
40* |
0,8* |
10,0* |
||||
|
3405-0078 |
(45)* |
(0,8)* |
(10,0)* |
6 |
3,0 |
||
|
3405-0026 |
50* |
0,9* |
12,0 |
||||
|
3405-0079 |
12,5* |
||||||
|
3405-0027 |
60 |
0,9* |
12,0 |
||||
|
3405-0081 |
63* |
12,5* |
* Размеры пил — по ИСО 3295-75. Размеры, указанные в скобках, применять не рекомендуется.
Тип 2
* Размер для справок.
Черт. 2
Таблица 2
Размеры, мм
|
Обозначение пил |
Применяемость |
Длина пилы +100 |
В ±3 |
s |
t ±0,5 |
h |
g |
b |
|
Пред. откл. ±2° |
||||||||
|
3405-0028 |
|
7000 |
85 |
1,0 |
30 |
10 |
20° |
50° |
|
3405-0029 |
|
100 |
1,0 |
|||||
|
3405-0031 |
|
8500 |
125 |
1,0 |
||||
|
3405-0032 |
|
1,2 |
||||||
|
3405-0033 |
|
1,0 |
50 |
13 |
30° |
45° |
||
|
3405-0034 |
|
1,2 |
||||||
|
3405-0035 |
|
150 |
1,2 |
30 |
10 |
20° |
50° |
|
|
3405-0037 |
|
1,2 |
50 |
13 |
30° |
45° |
||
|
3405-0039 |
|
9000 |
175 |
1,2 |
30 |
10 |
20° |
50° |
|
3405-0042 |
|
1,2 |
50 |
13 |
30° |
45° |
||
Тип 3
Черт. 3
* Размер для справок
Таблица 3
мм
|
Применяемость |
Длина пилы +100 |
В ±3 |
s |
|
|
3405-0044 |
|
8500 |
125 |
1,0 |
|
3405-0045 |
|
1,2 |
||
|
3405-0046 |
|
150 |
1,2 |
|
|
3405-0048 |
|
9000 |
175 |
1,2 |
Пример условного обозначения пилы типа 2 шириной В = 150 мм, толщиной s = 1,2 мм, шагом t = 30 мм:
Пила 3405-0035 ГОСТ 6532-77.
(Измененная редакция, Изм. № 1, 2).
1.3. По заказу потребителя пилы должны изготовляться кратных длин в соответствии с табл. —.
1.4. Форма плющеного, сформованного и заточенного зуба указана в .
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Пилы изготовляются из инструментальной стали марки 9ХФ по ГОСТ 5950.
Допускается изготовлять пилы из сталей других марок.
(Измененная редакция, Изм. № 3).
2.2а. Пилы, изготовленные из сталей других марок, не должны уступать пилам из стали 9ХФ по стойкости и механической прочности.
2.3. Пилы должны изготовляться из холоднокатаной ленты по ГОСТ 2283:
типа 1 — нормальной точности;
типа 2, 3 — повышенной точности.
2.2а, 2.3. (Введены дополнительно, Изм. № 3).
2.4. Твердость пил толщиной до 1,0 мм должна быть HRA 70…74, толщиной свыше 1,0 мм — 40…. 44 HRCЭ.
Твердость стали в разных точках пилы не должна отличаться более, чем на 3 единицы HRA или на 3 единицы НRСЭ.
(Измененная редакция, Изм. № 1, 2).
По контуру зубьев не должно быть заусенцев высотой более 0,2 мм.
(Измененная редакция, Изм. № 3).
2.8. Параметр шероховатости боковых поверхностей пилы должен быть Ra £ 1,25 мкм по ГОСТ 2789.
(Измененная редакция, Изм. № 3).
0,10 — для пил шириной от 10 до 85;
0,15 — для пил шириной св. 85 до 125;
0,20 — для пил шириной св. 125.
(Измененная редакция, Изм. № 1).
2.10. Разность размеров ширины пилы не должна быть более, мм:
0,5 — для пил типа 1;
0,75 — для пил типов 2 и 3.
2.11. Разность размеров толщины пилы на ее длине не должна быть более 0,05 мм для пил типа 1 и 0,06 мм для пил типов 2 и 3.
2.12. Разность двух любых шагов зубьев пилы не должна быть более, мм:
0,3 — для пил типа 1;
0,5 — для пил типов 2 и 3.
2.13. Разность значений твердости пилы, размеров ширины, толщины и шага при кратных размерах пилы должна измеряться на длине 10 м.
(Измененная редакция, Изм. № 3).
0,5 — для пил шириной от 10 до 60;
0,35 — для пил шириной св. 60.
(Измененная редакция, Изм. № 2).
2.15. Допуск прямолинейности поверхности, противоположной зубьям пилы, на длине 6 м должен быть, мм:
15 — для пил шириной от 10 до 30;
10 — для пил шириной св. 30.
Вогнутость на длине 6 м не допускается.
(Измененная редакция, Изм. № 1).
Развод зубьев осуществляют поочередным отгибом их в одну и другую стороны. Отгибают часть зуба на расстоянии 0,3-0,5 его высоты от вершины.
2.17. Зубья пил типов 2 и 3 должны обладать способностью к расплющиванию вершин (без появления трещин и выкрашиваний) с уширением на каждую сторону до 0,7 толщины пилы.
2.18. Средний ![]() и 95 %-ный Ту периоды стойкости пил, при условиях испытаний, указанных в разд. , не должны быть менее
и 95 %-ный Ту периоды стойкости пил, при условиях испытаний, указанных в разд. , не должны быть менее ![]() = 40 мин, Ту = 20 мин.
= 40 мин, Ту = 20 мин.
(Измененная редакция, Изм. № 2, 3).
2.19. Критерием затупления пил является увеличение параметра шероховатости Rm обработанной поверхности более 800 мкм.
(Введен дополнительно, Изм. № 2).
2.20. На боковой поверхности пил должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение пилы.
(Измененная редакция, Изм. № 3).
2.21. К рулону должна быть привязана металлическая бирка с указанием:
товарного знака предприятия-изготовителя;
обозначения пилы;
длины пилы в рулоне.
2.21, 2.22. (Введены дополнительно, Изм. № 2).
2.23. (Исключен, Изм. № 3).
2.24. Транспортная маркировка, маркировка потребительской тары и упаковка — по ГОСТ 18088.
(Измененная редакция, Изм. № 3).
3. ПРИЕМКА
Приемка — по ГОСТ 23726.
Разд. 3. (Измененная редакция, Изм. № 3).
4. МЕТОДЫ ИСПЫТАНИЙ
(Измененная редакция, Изм. № 2).
Параметр шероховатости передних и задних поверхностей заточенных зубьев Rz £ 20 мкм по ГОСТ 2789.
Таблица 4
мм
|
Высота пропила, не менее |
Подача на зуб, не менее |
Ширина пилы |
Высота пропила, не менее |
Подача на зуб, не менее |
|
|
10-20 |
50 |
0,05 |
85-125 |
200 |
0,4 |
|
30, 40 |
0,10 |
150, 175 |
0,5 |
||
|
50, 60 |
0,20 |
|
(Измененная редакция, Изм. № 2, 3).
4.4. Отклонение от прямолинейности поверхности пил на длине 1 м (п. ) проверяют при помощи поверочной линейки по ГОСТ 8026 и набора щупов.
При проверке пилы типа 1 натягивают при помощи груза массой:
5 кг при толщине пил 0,6 мм;
10 кг при толщине пил 0,7 мм;
15 кг »……… »……… » 0,8 мм;
20 кг »……… »……… » 0,9 мм.

Черт. 4
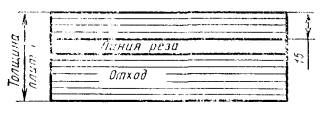
4.5. Отклонение от прямолинейности поверхности, противоположной зубьям пилы на длине 6 м (п. ), проверяют по схеме, приведенной на черт. .
Пилы типа 1 при контроле натягивают при помощи груза массой, указанной в п. .
4.4, 4.5. (Измененная редакция, Изм. № 2).
4.6. Допуск прямолинейности пильного полотна (п. ) должен проверяться по всей длине, для чего развернутое полотно последовательными участками накладывают на поверочную плиту длиной не менее 2 м. Допуск измеряют щупом при наложении поперек полотна поверочной линейки.
4.7. Способность зубьев пил типа 1 к разводу (п. ) должна проверяться не менее чем на шести зубьях каждого рулона поочередным отгибанием их в ту и другую сторону. Отгиб должен обеспечивать остаточную деформацию (развод) не менее 0,4 мм.
4.8. Твердость пил (п. ) должна проверяться по ГОСТ 9013 при помощи твердомера ТР по ГОСТ 23677.
(Измененная редакция, Изм. № 2).
4.9. Внешний вид (пп. и ) проверяют визуально.
4.10. (Исключен, Изм. № 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение — по ГОСТ 18088.
Разд. 5. (Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ФОРМА ЗУБА
разведенного плющеного, сформованного и заточенного

(Измененная редакция, Изм. № 2).
СОДЕРЖАНИЕ
|
|