|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

КРУГИ ЗАЧИСТНЫЕ ДЛЯ РУЧНЫХ ШЛИФОВАЛЬНЫХ МАШИН
Технические условия
|
|
Москва Стандартинформ2009 |
Предисловие
Цепи и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно—исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов:
ИСО 603-12:1999 «Абразивная продукция на связке. Размеры. Часть 12. Круги для снятия заусенцев и зачистки на прямых шлифовальных машинах» (ISO 603-12:1999 «Bonded abrasive products — Dimensions — Part 12: Grinding wheels for deburring and fettling on a straight grinder», MOD):
ИСО 603-13:1999 «Абразивная продукция на связке. Размеры. Часть 13. Круги для снятия заусенцев и зачистки на торцовых шлифовальных машинах» (ISO 603-13:1999 «Bonded abrasive products — Dimensions — Part 13: Grinding wheels for deburring and fettling on a vertical grinder», MOD):
ИСО 603-14:1999 «Абразивная продукция на связке. Размеры. Часть 14. Круги для снятия заусенцев и зачистки на угловых шлифовальных машинах» (ISO 603-14:1999 «Bonded abrasive products — Dimensions — Part 14: Grinding wheels for deburring/snagging on an angle grinder», MOD).
ИСО 15635:2001 «Несвязанные абразивы. Круги лепестковые» (ISO 15635:2001 «Coated abrasives — Flap discs», MOD);
ИСО 13942:2000 «Абразивная продукция на связке. Предельные отклонения размеров и допуски биений» (ISO 13942:2000 «Bonded abrasive products — Limit deviations and run-out tolerances». MOD)
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, выделены курсивом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
КРУГИ ЗАЧИСТНЫЕ ДЛЯ РУЧНЫХ ШЛИФОВАЛЬНЫХ МАШИН Технические условия Grinding wheels for portable grinders. Specifications |
Дата введения — 2011—01—01
1 Область применения
Настоящий стандарт распространяется на зачистные круги на бакелитовой связке с упрочняющими элементами (BF) или без упрочняющих элементов (В), а также на зачистные лепестковые торцовые круги для прямых, угловых и торцовых ручных шлифовальных машин.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52381—2005 (ИСО 8486-1:1996, ИСО 6344-2:1998, ИСО 9138:1993, ИСО 9284:1992) Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ Р 52587—2006 Инструмент абразивный. Обозначения и методы измерения твердости
ГОСТ Р 52588—2006 (ЕН 12413:1999, ЕН 13743:2001) Инструмент абразивный. Требования безопасности
ГОСТ Р 52710—2007 Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн
ГОСТ Р 52781—2007 (ИСО 525:1999, ИСО 603-1:1999; ИСО 603-6:1999, ИСО 13942:2000) Круги шлифовальные и заточные. Технические условия
ГОСТ 15.309—98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 3060—86 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения
ГОСТ 5009—82 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 13344—79 Шкурка шлифовальная тканевая водостойкая. Технические условия
ГОСТ 27181—86 Шкурка шлифовальная для обработки труднообрабатываемых материалов. Технические условия
ГОСТ 27595—88 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 30513—97 Инструмент абразивный и алмазный. Методы испытаний на безопасность
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация и размеры
3.1 Круги следует изготовлять следующих типов:
1 — прямого профиля;
5 — с выточкой;
6 — чашечные цилиндрические;
11 — чашечные конические;
27 — с утопленным центром;
28 — с утопленным центром тарельчатые;
29 — лепестковые торцовые;
35 — торцовые прямого профиля;
36 — прямого профиля с запрессованными крепежными элементами.
3.2 Размеры кругов должны соответствовать указанным на рисунках 1 — 11 и в таблицах 1 — 11.
Рисунок 1 — Круги типа 1
Таблица 1
В миллиметрах
|
D |
Т |
Н+ 0,16 |
|
32 |
10 |
8 |
|
40 |
10; 25 |
10; 13 |
|
50 |
10; 13; 20 |
10 |
|
63 |
10; 13; 16; 20; 50 |
10; 20 |
|
80 |
10; 20; 25; 32 |
13; 20 |
|
100 |
6; 8; 10; 16; 20; 25; 32; 40 |
16; 20 |
|
125 |
16; 20; 22,23; 32 |
|
|
150 |
||
|
180 |
20; 22,23; 32 |
|
|
200 |
16; 25; 32 |
|
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||

Рисунок 2 — Круги типа 5
Таблица 2
В миллиметрах
D |
Н+ 0,16 |
Р |
|
40 |
13 |
20 |
|
63 |
13 |
32 |
|
100 |
20 |
50 |
|
125 |
20; 22,23; 32 |
63 |
|
150 |
80 |
|
|
200 |
22,23; 32 |
110 |
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||
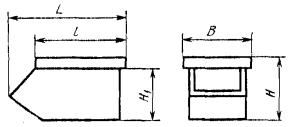
Рисунок 3 — Круги типа 6
Таблица 3
В миллиметрах
|
D |
T |
Н+ 0,16 |
W |
Е |
|
80 |
40 |
22,23 |
7,5 |
8 |
|
100 |
50 |
20; 22,23 |
20 |
16; 20 |
|
125 |
50; 63 |
20; 22,23; 32 |
12,5; 25; 32 |
13; 16; 20 |
|
150 |
50 |
20; 32 |
40 |
16 |
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||

Рисунок 4 — Круги типа 6
Таблица 4
В миллиметрах
|
D |
W |
|
100 |
20 |
|
125 |
25 |
|
150 |
40 |
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|

Рисунок 5 — Круги типа 11
Таблица 5
В миллиметрах
|
D |
Т |
J Js16 |
K Js16 |
W |
Е |
|
80 |
32 |
57 |
46 |
7,5 |
10 |
|
100 |
50 |
76 |
50 |
20 |
19 |
|
110 |
55 |
55 |
58 |
||
|
125 |
45; 50 |
94 |
70 |
12,5; 18,5; 25 |
|
|
150 |
50 |
120 |
96 |
30 |
|
|
180 |
63 |
140 |
120 |
41 |
20 |
|
80 |
22 |
||||
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||

Рисунок 6 — Круги типа 11
Таблица 6
В миллиметрах
|
D |
Т |
J Js16 |
K Js16 |
W |
Е |
|
100 |
50 |
76 |
50 |
20 |
20 |
|
125 |
50 |
94 |
70 |
25 |
|
|
150 |
50 |
120 |
96 |
30 |
|
|
180 |
63 |
140 |
120 |
40 |
|
|
80 |
120 |
100 |
41 |
25 |
|
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||
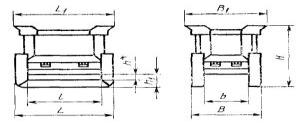
Рисунок 7 — Круги типа 27
Таблица 7
В миллиметрах
|
D |
U = E |
Н + 0,16 |
K Js16 |
Fmin |
Rmax |
|
80 |
4; 6 |
10 |
23 |
4 |
6 |
|
100 |
16 |
35,5 |
4 |
||
|
115 |
22,23 |
45 |
4,6 |
8; 10 |
|
|
125 |
|||||
|
150 |
|||||
|
180 |
6; 8; 10 |
||||
|
230 |
|||||
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||

Рисунок 8 — Круги типа 28
Таблица 8
В миллиметрах
|
D |
U = E |
|
180; 230 |
6; 8 |
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|

Исполнение 1

Исполнение 2
Рисунок не определяет конструкцию круга
Рисунок 9 — Круги типа 29
Таблица 9
В миллиметрах
|
D ± 3 |
Н + 0,16 |
D1 Js16 |
W + 1 -2 |
K = J, не менее |
|
100 |
16,00 |
94 |
25 |
35,5 |
|
115 |
22,23 |
105 |
45,0 |
|
|
125 |
115 |
30 |
||
|
150 |
140 |
|||
|
180 |
170 |
35 |
||
|
200 |
190 |
|||
|
230 |
220 |
40 |
||
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||

Рисунок 10 — Круги типа 35
Таблица 10
В миллиметрах
|
D |
Н ± 2 |
|
200 |
127,0 |
|
250 |
152,4 |
|
Примечание — По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|

Рисунок 11 — Круги типа 36
Таблица 11
В миллиметрах
|
D |
Т |
Н± 1,5 |
Крепежные элементы |
|
D1/Количество |
|||
|
125 |
63 |
25 |
75/4 при 90° |
|
150 |
50 |
100/4 при 90° |
|
|
200 |
63; 80 |
100 |
150/6 при 60° |
|
250 |
150 |
200/6 при 60° |
|
|
Примечание — По заказу потребителя допускается изготовлять круги размерами отличными от указанных в таблице. |
|||
Пример условного обозначения зачистного круга типа 27 наружным диаметром D =
Круг зачистной 27 230×6×22,23 14А F30 R BF 80 м/с Рg ГОСТ Р 53410—2009
То же, зачистного круга типа 36 наружным диаметром D =
Круг зачистной 36 200×б3× М10 25А F24 Р В 50 м/с Рg ГОСТ Р 53410—2009
То же, зачистного круга типа 29 исполнения 1 наружным диаметром D =
Круг зачистной 29-1 125×22,23 25А Р60 2 80 м/с Рg ГОСТ Р 53410—2009
Примечание — В условном обозначении кругов типа 29 межгосударственные стандарты на шлифовальную шкурку должны обозначаться цифрами: 2 — по ГОСТ 5009, 4 — по ГОСТ 13344, 5 — по ГОСТ 27181.
Шлифовальная шкурка по другой технической документации должна обозначаться в соответствии с требованиями изготовителя.
4 Технические требования
4.1. Круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2. Круги могут быть изготовлены из электрокорундовых (А), в том числе из циркониевого электрокорунда (Z), а также карбидкремниевых (С) абразивных материалов.
4.3. Круги следует изготовлять зернистостями F12 — F36 и Р24 — Р80 по ГОСТ Р 52381.
4.4. Лепестковые торцовые круги изготовляют из тканевой шлифовальной шкурки по ГОСТ 5009, ГОСТ 13344, ГОСТ 27181 и другой технической документации.
4.5. Точность изготовления кругов (кроме типа 29) должна соответствовать нормам, указанным в таблице 12.
Таблица 12
В миллиметрах
|
Размер |
Пред |
откл. |
|
для F36 и мельче |
Для F30 и крупнее |
|
|
Наружный диаметр D: |
|
|
|
до 50 включ. |
±1,2 |
±2,0 |
|
Св. 50 » 125 » |
±2,0 |
±2,5 |
|
» 125 |
±3,2 |
±3,6 |
|
Высота Т; U: |
|
|
|
до 6 включ. |
±0,4 |
±0,8 |
|
Св. 6 » 16 » |
±0,8 |
±1,2 |
|
» 16 » 50 » |
±1,5 |
±1,8 |
|
»50 |
±2,0 |
±2,5 |
|
Диаметр выточки Р: |
|
|
|
до 20 включ. |
+1,2 |
+1,8 |
|
Св. 20 » 50 » |
+2,0 |
+2,5 |
|
» 50 |
+3,2 |
+4,0 |
|
Ширина W: |
|
|
|
до 20 включ. |
±0,8 |
±1,0 |
|
Св. 20 » 32 » |
±1,2 |
±1,5 |
|
»32 |
±1,6 |
±2,0 |
|
Толщина Е: |
|
|
|
до 16 включ. |
+1,2 |
+7,5 |
|
Св. 16 |
+1,8 |
+2,0 |
4.6 Допуск радиального и торцового биений кругов (кроме типа 29) не должен превышать значений, указанных в таблице 13.
Таблица 13
В миллиметрах
|
Тип круга |
D |
Допуск |
|||
|
радиального биения |
торцового биения |
||||
|
для F36 и мельче |
для F30 и крупнее |
для F36 и мельче |
для F30 и крупнее |
||
|
1,5 |
До 125 включ. |
0,3 |
0,5 |
0,2 |
0,4 |
|
Св. 125 |
0,4 |
0,8 |
0,3 |
0,5 |
|
|
6, 11 |
До 125 включ. |
0,2 |
0,4 |
||
|
Св. 125 |
0,5 |
0,8 |
0,3 |
0,6 |
|
|
27, 28, 35, 36 |
До 125 включ. |
0,6 |
0,4 |
0,6 |
|
|
Св. 125 |
0,8 |
1,0 |
0,6 |
0,8 |
|
4.7 Допуск параллельности и перпендикулярности торцов кругов (кроме типов 28, 29) не должен превышать
4.8 Классы неуравновешенности кругов по ГОСТ 3060, не более:
— для кругов с предельной рабочей скоростью свыше 63 м/с;
— для кругов с предельной рабочей скоростью до 63 м/с.
4.9 Круги (кроме типа 29) изготовляют твердостями от M до Z по ГОСТ Р 52587 и звуковыми индексами от 31 до 41 по ГОСТ Р 52710.
4.10 Внешний вид кругов (кроме типа 29) — по ГОСТ Р 52781.
4.11 Допускается изготовлять круги типа 5 с максимальным радиусом закругления внутренних торцовой и боковой поверхностей выточки, равным
4.12 Требования надежности
Надежность кругов (кроме типа 29) определена коэффициентом шлифования (отношение объема снятого металла к объему изношенной части круга); кругов типа 29 — режущей способностью (отношение объема снятого материала к времени обработки).
4.13 Маркировка
4.13.1 Маркировка кругов — в соответствии с требованиями ГОСТ Р 52588.
Примечания
1. Не маркируют тип круга, буквы F, Р в обозначении зернистости.
2. Допускается вместо марки абразивного материала маркировать вид абразивного материала для кругов типа 29.
4.13.2 Место нанесения маркировки
Маркировку наносят:
— на этикетку круга диаметром от
— на групповую потребительскую тару с кругами диаметрами не более
4.13.3 Остальные требования к маркировке — по ГОСТ Р 52781.
4.14. Упаковка
4.14.1 В качестве групповой потребительской тары используют коробки, пакеты или другие виды тары, предохраняющие круги от повреждений.
В групповую потребительскую тару упаковывают круги одного размера, одной характеристики и одной партии.
4.14.2 На групповую потребительскую тару наклеивают этикетку со сведениями по ГОСТ Р 52588. На этикетке групповой потребительской тары дополнительно указывают количество упакованных кругов.
4.14.3 Круги в групповой потребительской таре плотно укладывают в транспортную тару. При укладке в транспортную тару должны быть приняты меры, предохраняющие круги от атмосферных осадков, а также исключающие их перемещение и повреждение.
В качестве транспортной тары используют деревянные ящики, поддоны или специальные поддоны. В качестве транспортной тары для кругов типа 29 используют деревянные ящики или картонные короба.
4.14.4 Масса брутто транспортной тары с кругами не должна превышать
Примечание — Масса брутто транспортной тары, поддона с кругами при загрузке и выгрузке электропогрузчиком (транспортной тележкой—подъемником) не должна превышать 1 т.
5 Требования безопасности
5.1 Механическая прочность круга должна обеспечивать его работу с предельными рабочими скоростями vs, указанными в таблице 14.
Таблица 14
|
Тип круга |
Связка |
Предельная рабочая скорость vs, м/с |
|
1, 5 |
В |
32, 35, 40 |
|
6, 11,35,36 |
32, 40, 50 |
|
|
1 |
BF |
50, 63, 80 |
|
5 |
50, 63 |
|
|
27, 28, 29 |
63, 80 |
5.2 Остальные требования безопасности — по ГОСТ Р 52588—2006, ГОСТ 30513—97.
6 Правила приемки
6.1 Для контроля соответствия кругов требованиям настоящего стандарта предприятие—изготовитель проводит приемочный контроль по ГОСТ 15.309—98.
6.2. Объем выборки должен составлять:
100% — по , ; 10% от партии, но не менее 5 шт.
— по ,
— , ; 5% от партии, но не менее 5 шт.,
— по ; по — в соответствии с ГОСТ Р 52588—2006.
7 Методы контроля
7.1 Контроль размеров кругов проводят с применением универсальных или специальных мер и средств измерений.
7.2 Радиус закругления поверхностей кругов типов 5, 6 и 11 и фаска на наружной боковой поверхности круга типа 11 определены оснасткой и не контролируют.
7.3 Контроль по , проводят визуально.
7.4 Контроль твердости — по ГОСТ Р 52587—2006, ГОСТ Р 52710—2007.
7.5 Контроль неуравновешенности — по ГОСТ 3060—86.
Примечание — Контроль неуравновешенности кругов типов 6, 11, 29, 35, 36 допускается не проводить.
7.6 Контроль радиального и торцового биений проводят по техническому документу, утвержденному в установленном порядке.
7.7 Испытания на механическую прочность — по ГОСТ Р 52588—2006, ГОСТ 30513—97.
8 Транспортирование и хранение
Транспортирование и хранение — по ГОСТ 27595—88.
9 Гарантии изготовителя
Изготовитель должен гарантировать соответствие кругов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
Ключевые слова: зачистные круги, ручные шлифовальные машины, бакелитовая связка, зернистость, твердость, класс неуравновешенности, механическая прочность