|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р (ИСО 2336-1:1996, |

ПОЛОТНА НОЖОВОЧНЫЕ ДЛЯ МЕТАЛЛА
Технические условия
|
|
Москва Стандартинформ2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом (ОАО) «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения международных стандартов: ИСО 2336-1:1996 «Полотна ножовочные. Часть 1. Размеры ручных ножовочных полотен» (ISO 2336-1:1996 «Hacksaw blades. Part 1. Dimensions for hand blades», MOD), ИСО 2336-2:2006 «Полотна ножовочные. Часть 2. Размеры полотен машинных ножовок» (ISO 2336-2:2006 «Hacksaw blades. Part 2. Dimensions for machine blades», MOD).
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, приведены в , , , , в , в подпункте , , и и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанных международных стандартов для приведения в соответствие с ГОСТ Р 1.5—2004 (пункт 3.5).
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам приведены в
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Содержание
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ПОЛОТНА НОЖОВОЧНЫЕ ДЛЯ МЕТАЛЛА Технические условия Saw blades for metal cutting. Specifications |
Дата введения — 2011—01—01
1 Область применения
Настоящий стандарт распространяется на ручные и машинные ножовочные полотна для металла (далее — полотна).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051—81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до
ГОСТ 1050—88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 5406—84 Эмали НЦ-25. Технические условия
ГОСТ 5950—2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 6631—74 Эмали марок НЦ-132. Технические условия
ГОСТ 9013—59 (ИСО 6508—86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 18088—83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно—монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265—73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23522—79 Лента холоднокатаная для ручных ножовочных полотен. Технические условия
ГОСТ 23726—79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706—83 Лупы. Типы, основные параметры. Общие технические требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Типы и основные размеры
3.1.1 Полотна следует изготовлять типов:
1 — ручные;
2 — машинные.
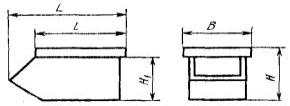
3.1.2 Основные размеры полотен должны соответствовать указанным на рисунке 1 и в таблицах 1 и 2.
Рисунок 1
Таблица 1 — Размеры ручных полотен
Размеры в миллиметрах
|
l1 ± 2 |
l2 не более |
b |
s |
Р |
Число зубьев на |
dН14 |
|
250 |
265 |
12,5 |
0,63 |
0,80 |
32 |
4,0 |
|
1,00 |
24 |
|||||
|
1,25 |
20 |
|||||
|
300 |
315 |
0,80 |
32 |
|||
|
1,00 |
24 |
|||||
|
1,25 |
20 |
|||||
|
1,40 |
18 |
|||||
|
1,60 |
16 |
Таблица 2 — Размеры машинных полотен
Размеры в миллиметрах
|
l1 ± 2 |
l2 не более |
b-1 |
s |
Р |
Число зубьев на |
d Н14 |
|
300 |
330 |
25 |
1,25 |
1,8 |
14 |
|
|
2,5 |
10 |
|
||||
|
1,50 |
1,8 |
14 |
8,4 |
|||
|
2,5 |
10 |
|
||||
|
4,0 |
6 |
|
||||
|
350 |
380 |
25 |
1,25 |
1,8 |
14 |
8,4 |
|
2,5 |
10 |
|||||
|
1,50 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
30 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
2,00 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
400 |
430 |
25 |
1,50 |
1,8 |
14 |
|
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
30 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
2,00 |
2,5 |
10 |
||||
|
4,0 |
6 |
|||||
|
6,3 |
4 |
|||||
|
440 |
40 |
4,0 |
6 |
10,4 |
||
|
6,3 |
4 |
|||||
|
450 |
490 |
30 |
1,50 |
2,5 |
10 |
8,4 |
|
4,0 |
6 |
|||||
|
40 |
2,00 |
2,5 |
10 |
8,4; 10,4 |
||
|
4,0 |
6 |
|||||
|
6,3 |
4 |
|||||
|
500 |
540 |
2,5 |
10 |
10,4 |
||
|
4,0 |
6 |
|||||
|
6,3 |
4 |
|||||
|
575 |
615 |
50 |
2,50 |
4,0 |
6 |
|
|
6,3 |
4 |
|||||
|
8,5 |
3 |
|||||
|
600 |
640 |
4,0 |
6 |
10,4; 12,9 |
||
|
6,3 |
4 |
|||||
|
700 |
745 |
4,0 |
6 |
|||
|
6,3 |
4 |
|||||
|
8,5 |
3 |
Пример условного обозначения ножовочного полотна длиной l1 =
Полотно ножовочное 300 — 25— 1,25— 2,5 ГОСТ Р 53411—2009
3.1.3 По заказу потребителя полотна типа 1 изготовляют с расположением зубьев с двух сторон в соответствии с .
3.2 Характеристики
3.2.1 Ножовочные полотна следует изготовлять:
— типа 1 — из стальной ленты по ГОСТ 23522, быстрорежущей стали по ГОСТ 19265, стали марок Х6ВФ или В2Ф по ГОСТ 5950;
— типа 2 — из быстрорежущей стали по ГОСТ 19265. Допускается изготовление из других марок быстрорежущей стали, обеспечивающих стойкость полотен в соответствии с требованиями настоящего стандарта.
3.2.2 Полотна должны быть термически обработаны в соответствии с указаниями на рисунке 2 и в таблице 3.
Вариант 1

Вариант 2
1 — зона повышенной твердости; 2 — зона пониженной твердости
* l3 = 0,5(l2 — l1)+0,5d
** Допускается
Рисунок 2
Таблица 3
|
Зона термообработки |
Тип полотна |
Твердость |
Марка стали |
|
|
HRC |
HRA |
|||
|
1 — повышенной твердости |
1 |
— |
82 — 84 |
Быстрорежущая, Х6ВФ, В2Ф |
|
2 |
62 — 65 |
— |
Быстрорежущая |
|
|
2 — пониженной твердости |
1 |
— |
≤ 73 |
|
|
≤ 78,5 |
Х6ВФ, В2Ф |
|||
|
2 |
≤46 |
|
Быстрорежущая |
|
3.2.3 На поверхности полотен не должно быть трещин, плен, окалины и коррозии. Допускаются дефекты, глубина или высота которых не превышает норм, установленных для ленты или листа в состоянии поставки.
3.2.4 Ножовочные полотна должны иметь одно из следующих покрытий: эмаль НЦ-25 по ГОСТ 5406, НЦ-132 по ГОСТ 6631, Хим. Окс. Прм. и другие покрытия, обеспечивающие сохранность и внешний вид поверхности.
3.2.5 Полотна должны иметь разводку зубьев:
Для типа 1:
— по полотну в соответствии с рисунком 3;
— по каждому зубу или через зуб;
— по двум смежным зубьям через один неразведенный в соответствии с рисунком 4;
Для типа 2:
— по каждому зубу или через зуб;
— по двум смежным зубьям через один неразведенный в соответствии с рисунком 4;

Рисунок 3

Рисунок 4
3.2.6 Разводка полотна должна быть на всей длине полотна или заканчиваться на расстоянии от торца:
—
— (35±5) мм — для полотен типа 2.
Величина разводки зубьев должна быть:
— (1,25 — 18)s — для полотен с разводкой по полотну;
— (0,15 — 0,25)s на сторону — для полотен с разводкой по зубу.
Шаг разводки для полотен с разводкой по полотну должен быть равен 8Р, не более
3.2.7 Предельные отклонения шага зубьев должны быть, мм, не более:
± 0,45 Р на
± 0,2 — для полотен типа 2.
— 1,0 — для полотен типа 1;
— 1,4 — для полотен типа 2.
3.2.9 Допуск прямолинейности боковых сторон полотна в свободном состоянии в продольном направлении на
— 0,5 — для полотен типа 1;
— 0,3 — для полотен типа 2.
3.2.10 Допуск прямолинейности боковых сторон полотна в поперечном направлении по всей ширине неразведенной части должен быть, мм не более:
— половины разности величины разводки и толщины полотна, измеренной на неразведенной части, — для полотен типа 1 с разводкой по полотну;
— величины разводки зуба на сторону — для полотен типа 1 с разводкой по зубу;
— 0,8 величины разводки зуба на сторону — для полотен типа 2.
3.2.11 Разность высоты вершин смежных зубьев полотна должна быть, мм, не более:
— 0,10 — для полотен с шагом зубьев до
— 0,15 — для полотен с шагом зубьев св.
Допускается по согласованию с потребителем для полотен типа 1 с шагом зубьев свыше
3.2.12 Допуск прямолинейности линии вершин зубьев полотна должен быть, мм, не более:
— 1,4 — для полотен типа 1;
— 1,0 — для полотен типа 2 при l1 до
— 1,5 » — св. 350 до
— 2,5 » —
3.2.13 Верхнее предельное отклонение толщины полотна должно соответствовать верхнему предельному отклонению толщины исходного материала. Нижнее предельное отклонение толщины полотна не должно превышать предельного отклонения исходного материала:
— на
— на
3.2.14 Средний Т и установленный Ту периоды стойкости полотен при условиях испытаний, приведенных в разделе 5, должны быть, мин, не менее:
для полотен типа 1:
— из быстрорежущей стали — Т = 98, Ту = 42;
— из инструментальной легированной стали — Т = 60, Ту = 24;
для полотен типа 2: Т= 123, Ту = 64.
Примечание — Для полотен, изготовленных из марок быстрорежущей стали с содержанием легирующих элементов меньше, чем в стали марки Р6М5, поправочный коэффициент на средний и установленный периоды стойкости — 0,8.
3.2.15 Критерием затупления полотен является потеря производительности, выраженная временем разрезки заготовки с сечениями, указанными в таблице 4, которое должно быть не более, мин:
для полотен типа 1:
из быстрорежущей стали:
— с шагом зубьев 0,8 —
— с шагом зубьев
из инструментальной легированной стали:
— с шагом зубьев 0,8—
— с шагом зубьев
для полотен типа 2 — 5,25.
3.2.15 Маркировка
На каждом полотне должны быть четко нанесены:
— товарный знак предприятия—изготовителя;
— ширина полотна;
— шаг зуба полотна;
— марка стали (марку стали 11Р3АМ3Ф2 не маркируют).
3.2.16. Транспортная маркировка и маркировка потребительской тары — по ГОСТ 18088.
Упаковка — по ГОСТ 18088.
4 Правила приемки
4.1 Приемка полотен — по ГОСТ 23726.
4.2 Периодические испытания полотен на средний период стойкости проводят один раз в три года, на установленный период стойкости — один раз в год.
Испытания проводят не менее чем на пяти полотнах любого типоразмера каждого типа полотен.
4.3 Допускается проводить испытания у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид полотен контролируют визуально с помощью лупы ЛП-1 — 4х по ГОСТ 25706.
5.2 Твердость полотен контролируют по ГОСТ 9013.
5.3 При контроле размерных параметров полотен применяют методы и средства измерения, погрешность которых должна быть не более:
— значений, указанных в ГОСТ 8.051, — при измерении линейных размеров;
— 35 % допуска на проверяемый угол » » угловых »;
— 25 % допуска на проверяемый параметр — при контроле формы и расположения поверхностей.
5.4 Размеры полотен и разность высоты вершин смежных зубьев полотна измеряют до разводки зубьев.
5.5 Полотна типа 1 перед испытаниями на стойкость проверяют на остроту зубьев и упругость.
Острота зубьев полотен должна обеспечивать сцепляемость с контрольной пластиной твердостью 56 HRC.
Упругость полотен испытывают изгибанием полотен в обе стороны вокруг цилиндра диаметром
5.6 Испытания полотен на работоспособность, средний и установленный периоды стойкости следует проводить на ножовочных станках, соответствующих установленным для них нормам точности и жесткости, на образцах из стали марки 45 по ГОСТ 1050, твердостью 180 … 190 ИВ.
5.7 Испытания полотен следует проводить на режимах, указанных в таблице 4.
Таблица 4
|
Шаг зубьев Р, мм |
Число двойных ходов при длине хода |
Усилие полотна на разрезаемый образец, Н (кгс) |
Сечение образца, мм |
|
0,8 — 1,4 |
60 |
60 — 100 (6 — 10) |
10×10* |
|
1,6 |
20×20 |
||
|
1,8 и выше |
110 |
800 (80) |
80×80 |
|
* Допускается проводить испытания на образцах сечением 12 Примечание — При обратном ходе усилие на полотно не снимается. |
|||
5.8 При испытаниях полотен типа 2 в качестве смазочно—охлаждающей жидкости следует применять 5 %-ный (по массе) раствор эмульсола в воде с расходом 6 — 8 л/мин.
5.9 Испытания полотен на работоспособность следует проводить при десяти резах, при этом время последнего реза должно быть, мин, не более:
— для полотен типа 1 из быстрорежущей стали:
0,7 — с шагом зубьев 0,8 —
2.0 — с шагом зубьев
из инструментальной легированной стали:
0,8 — с шагом зубьев 0,8 —
2,5 — с шагом зубьев
— для полотен типа 2— 3,5.
Примечание — Для полотен, изготовленных из быстрорежущей стали с содержанием легирующих элементов меньше, чем в стали марки Р6М5, поправочный коэффициент на время десятого реза равен 1,15.
5.10 После испытаний полотен на работоспособность на них не должно быть изломов, и они должны быть пригодны к дальнейшей работе.
5.11 Приемочные значения среднего Т и установленного Ту периодов стойкости должны быть, мин, не менее:
— для полотен типа 1:
из быстрорежущей стали — Т = 115, Ту = 50;
из инструментальной легированной стали — Т = 70, Ту = 28;
— для полотен типа 2: Т = 145, Ту = 75.
Примечание — При увеличении ширины разводки до 1,8s поправочный коэффициент на время 10-го реза и критерий затупления равен 1,15; на средний и установленный периоды стойкости — 1,1.
6 Транспортирование и хранение
6.1 Транспортирование и хранение — по ГОСТ 18088.
Приложение А
(рекомендуемое)
Основные размеры ножовочных полотен типа 1 с расположением зубьев с двух сторон
А.1 Основные размеры полотен с расположением зубьев с двух сторон должны соответствовать указанным на рисунке A.1 и в таблице А. 1.

* Допускается изготовлять полотна с посадочными отверстиями диаметром
Рисунок А. 1
Таблица А.1
В миллиметрах
|
S |
Р |
|
0,63 |
0,80 |
|
1,00 |
|
|
1,40 |
|
|
0,80 |
1,40 |
Приложение В
(обязательное)
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам
Таблица В.1
|
Обозначение ссылочного национального стандарта |
Обозначение и наименование ссылочного международного стандарта и условное обозначение степени его соответствия ссылочному национальному стандарту |
|
ГОСТ 9013—59 |
ИСО 6508:1986 «Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы А — В — С — D — Е — F — G — Н — К)» (MOD) |
Ключевые слова: полотна ножовочные ручные, машинные; разводка зубьев